
Thermal Energy Recovery




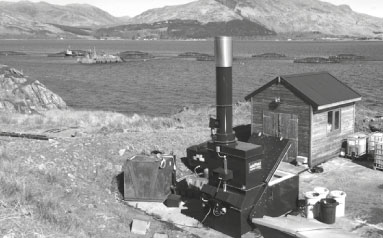
A 71Kw-350kw thermal heat recovery unit, capable of converting waste heat from an incineration or cremation cycle into energy.
The heat exchanger functions by pulling in waste heat from the machine’s chimney stack. Dilution air is used to cool the gases, prior to entering the recuperator. The recuperator design encourages the transfer of thermal energy from a gas state to a liquid state indirectly (without mixing the two streams), this ensure after operation. The target water temperature is 95°C. This liquid thermal energy is passed into an accumulator tank where it is stored for immediate or later use. A water feed from the domestic supply is fed into a coil contained inside the accumulator where a liquid to liquid heat exchange occurs, providing hot water to a nearby premises.
Ideal for:
- Industrial units
- Plant nurseries
- Drying rooms
- Food processing plants
- Manufacturing



- British Designed.
British Built. - World leaders in
incineration technology. - Unrivalled build quality
& machine longevity. - Distributed to more
than 150 countries. - Environmentally
Responsible. - Trusted partner, over
40 years experience.

