
The UK's Most Advanced Clinical Waste-To-Energy Plant For the NHS
The UK’s latest and most advanced clinical waste-to-energy systems has been completed. Consisting of the Addfield C350, the installation represents a next-generation system installed for the largest healthcare employer in the world, the NHS (National Health Service).
Designed, engineered and manufactured in Great Britain, and developed specifically with the customer’s requirements in mind. Providing an impressive solution to securely dispose of all medical waste generated at NHS New Cross and also the surrounding hospitals and clinics.
The project initially began with the consultation for this project in 2015 with The Royal Wolverhampton NHS Trust. The project was developed to replace the ageing incinerator that had previously been used to dispose of clinical waste.
The new installation has been completed delivering greatly improved efficiency and environmental benefits for the site. Incorporating the latest technology to the highest of standards.
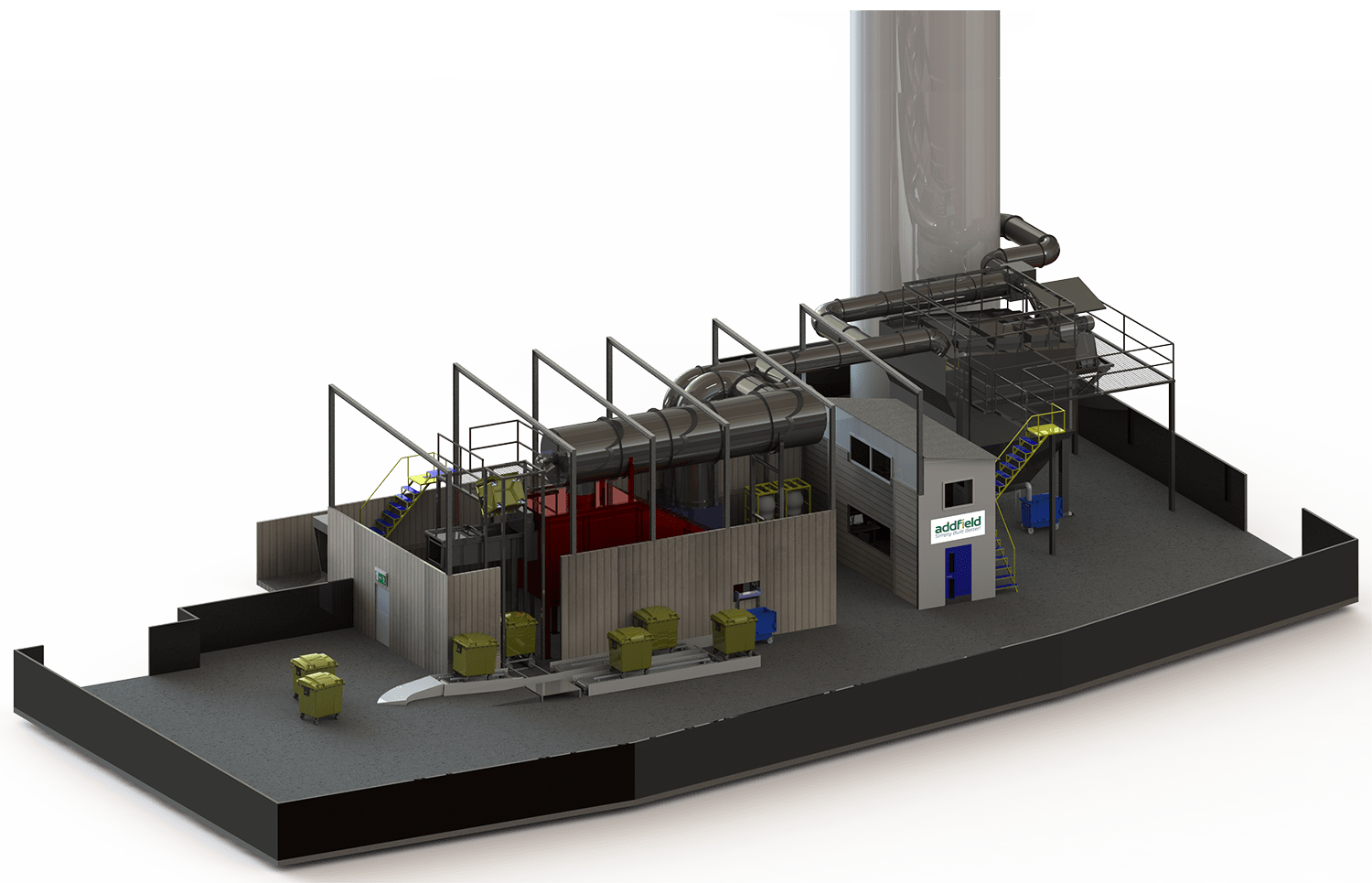
The C350 High Capacity Incinerator was selected to manage all of the clinical and medical waste generated by the hospital. The processing line is capable of handling up to 350kg of waste an hour for 24 hours a day. The additional ‘Waste to Energy’ system, utilises waste heat from the process, which delivers low-pressure steam to the hospital boiler house. This steam is used to heat the local hospital. When online, the plant offsets the fossil-fuelled boiler previously used to heat the hospital – creating clean, free and green recovered energy.


A collaboration of in-house designers, modellers, welders, fabricators, refractory masons, electrical engineers, combustion engineers, painters, installers and project management staff have made this project possible. Bringing on-board all of the latest advances in the engineering and design of this clinical waste disposal system is considered to be the most advanced system currently in operation in the UK.
The waste is loaded using a bin conveyance system. The conveyance system is able to accept up to ten bins at one time. The system scans the bins’ barcodes, weighs the bins and conveys the waste in the bin to the primary combustion chamber all automatically.
Throughout the entire process, a ‘Waste Quantity Tracking’ system is in operation continuously, monitoring and confirming the amount being loaded and processed by the machine. A 350kg/hr plant requires loading every 10-15 minutes, the conveyance system reduces operator attendance and labour by only requiring attendance approximately every two and half hours. This throughput management provides clear visual indications that prevent untimely unloading of the system, which ensures optimal efficiency of operation but also prevents operator error from overloading.
Barcode scanning provides an asset-management and tracking tool to enable the operator to track the waste origins. It will also allow the plant to pre-prepare itself for the incoming waste and its contents’ potential calorific value. Thus enabling it to then automatically adjust the settings to deliver the most economical and efficient thermal treatment process possible.
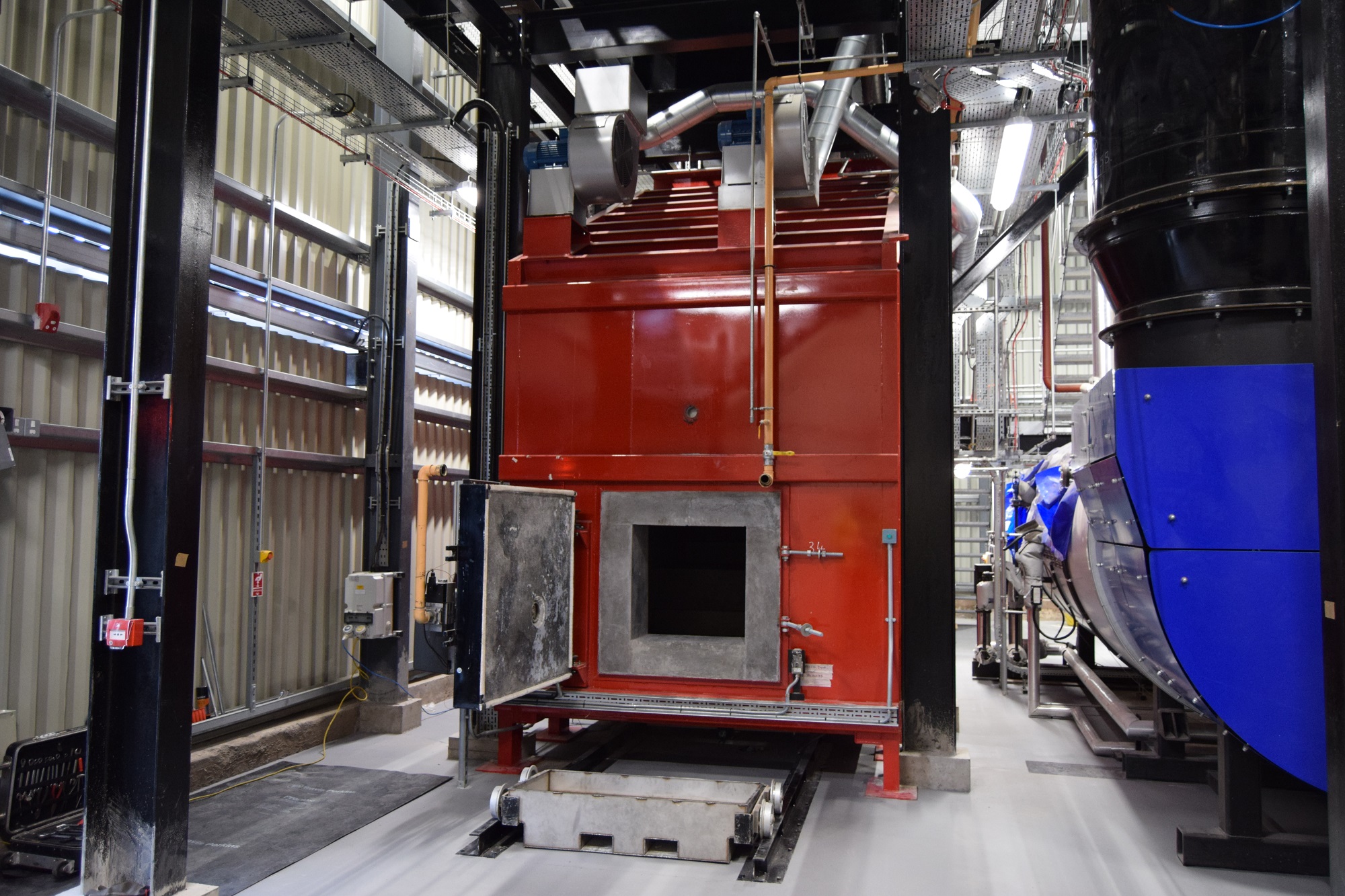
The Primary chamber operates using a stepped hearth principal, which allows continuous loading and de-ashing. Waste enters the primary combustion chamber at the highest point and transverses through the primary chamber via hydraulically powered pushers whilst being thermally treated. Once completed, the waste will finally reach the de-ashing zone and pushed into a fully automatic de-ashing system that will extract the thoroughly sterilised ash for safe disposal.
This is the first of many planned 2nd generation installations for the NHS, and other similar industries worldwide are taking a keen interest.
This sustainable solution has a design life of 20-25 years. The NHS site is located 15 miles from our production centre in Staffordshire.
To read the experience of the NHS in using this installation after three years Click Here
System Overview
- Turn key supply
- Design – engineering – manufacturing – installation – commissioning – training – proving – handover
- Compliant to the Waste Incineration Directive EC 2000/76 and Industrial Emission Directors IED 2010/75/EU
- Automatic loading bin tipper system
- Automatic de-ashing
- Energy Recovery System
- De-Nox kit installed
- Sorbent reagents used for further neutralisation
- Dry ceramic filter system
- Full MCERT’s accredited 24/7 online continuous emission monitoring

